Ngoài phương pháp đổ khuôn hở đơn giản, còn có các phương pháp đổ khuôn polyurethane phức tạp khác như: đổ khuôn quay, đổ khuôn ly tâm, đổ khuôn trong chân không, ép khuôn, tiêm polyurethane ở dạng lỏng, v.v… Bài viết này giới thiệu sơ lược các phương pháp quay, ly tâm, ép khuôn.
 Đầu tiên là phương pháp quay. Phương pháp này được dùng để sản xuất các tấm cao su nhựa polyurethane lớn vì nó có ưu điểm là làm giảm diện tích cần thiết cho quá trình sản xuất và rất linh hoạt trong việc điều chỉnh bề dày. Thiết bị chính của phương pháp này là một cái thùng hình trụ rỗng (hở hai đầu, bề mặt trong bằng phẳng để đảm bảo bề dày đồng nhất) được đặt nằm ngang, gia nhiệt và quay với vận tốc từ 2 đến 15 vòng/ phút. Vận tốc quay phụ thuộc vào đường kính thùng và độ nhớt của hỗn hợp polyurethane bên trong thùng. Nó phải được điều chỉnh sao cho hỗn hợp polyurethane phủ kín bề mặt trong của thùng trước khi quá trình tạo gel xảy ra. Bề dày của sản phẩm phụ thuộc vào lượng polyurethane được thêm vào. Trong phương pháp đổ khuôn quay này, độ nhớt của hỗn hợp polyurethane phải được kiểm soát tăng liên tục ở một tốc độ ổn định. Sau khi vật liệu đủ bền, ta lấy nó ra khỏi khuôn (lúc này có dạng hình trụ rỗng) và cắt dọc theo chiều dài của cạnh hình trụ để tạo thành sản phẩm polyurethane dạng tấm. Sau đó, cho tấm polyurethane này vào lò nung để kết mạng hoàn toàn.
Đầu tiên là phương pháp quay. Phương pháp này được dùng để sản xuất các tấm cao su nhựa polyurethane lớn vì nó có ưu điểm là làm giảm diện tích cần thiết cho quá trình sản xuất và rất linh hoạt trong việc điều chỉnh bề dày. Thiết bị chính của phương pháp này là một cái thùng hình trụ rỗng (hở hai đầu, bề mặt trong bằng phẳng để đảm bảo bề dày đồng nhất) được đặt nằm ngang, gia nhiệt và quay với vận tốc từ 2 đến 15 vòng/ phút. Vận tốc quay phụ thuộc vào đường kính thùng và độ nhớt của hỗn hợp polyurethane bên trong thùng. Nó phải được điều chỉnh sao cho hỗn hợp polyurethane phủ kín bề mặt trong của thùng trước khi quá trình tạo gel xảy ra. Bề dày của sản phẩm phụ thuộc vào lượng polyurethane được thêm vào. Trong phương pháp đổ khuôn quay này, độ nhớt của hỗn hợp polyurethane phải được kiểm soát tăng liên tục ở một tốc độ ổn định. Sau khi vật liệu đủ bền, ta lấy nó ra khỏi khuôn (lúc này có dạng hình trụ rỗng) và cắt dọc theo chiều dài của cạnh hình trụ để tạo thành sản phẩm polyurethane dạng tấm. Sau đó, cho tấm polyurethane này vào lò nung để kết mạng hoàn toàn.
Tiếp theo ta xem xét phương pháp ly tâm, phương pháp này về cơ bản là tương tự với phương pháp quay nhưng vận tốc quay lớn hơn rất nhiều. Khuôn được gắn vào đĩa xoay tròn theo phương ngang với vận tốc từ 5 – 30 m/s. Vận tốc quay cao này đã tạo ra lực ly tâm làm cho phần vật liệu polyurethane có khối lượng riêng lớn hơn di chuyển tới bề mặt trong của khuôn, trong khi đó không khí di chyển về phần trung tâm và thoát ra ngoài.Vật liệu phải được thêm vào phần trung tâm của khuôn ở một tốc độ ổn định đề nó chảy đều tới bề mặt của khuôn. Một điều đáng chú ý khác là khuôn phải được thiết kết đối xứng, cân bằng động học để quay ổn định và thiết bị phải được che chắn kỹ phòng trường hợp khuôn bị lỏng và văng ra ngoài. Phương pháp này được dùng để sản xuất các chi tiết đòi hỏi lượng không khí bên trong vật liệu rất ít.
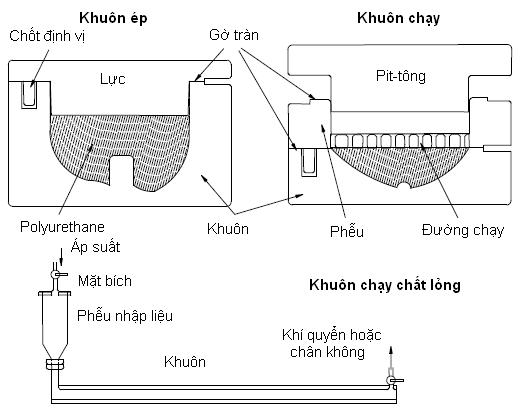
Nhìn chung, hai phương pháp trên dùng để sản xuất những vật liệu có tính đối xứng. Một phương pháp được giới thiệu ở đây là phương pháp ép khuôn dùng cho sản phẩm có hình dạng bất kỳ. Hỗn hợp polyurethane được rót vào khuôn và được đặt trong một máy ép có nhiều thớt nhiệt. Sự ép khuôn phải kín hoàn toàn và áp suất tác động lên vật liệu từ 1.5 – 2.0 MPa. Vật liệu làm khuôn là thép hoặc nhôm để có thể chịu áp lực và sự gia nhiệt trực tiếp. Một dạng khác của phương pháp ép khuôn là sử dụng các khuôn chạy (transfer mould). Hỗn hợp polyurethane được cho vào phễu nhập liệu và dùng áp lực đẩy chúng qua các “đường chạy” (sprue) vào khuôn. Trong lúc di chuyển, hỗn hợp polyurethane đẩy phần không khí trong đường chạy ra ngoài, làm giảm lượng không khí được giữ trong vật liệu. Phải chú ý phễu và đường chạy phải được phủ chất thoát khuôn để lấy sản phẩm ra dễ dàng.
Tóm tắt từ tài liệu Castable Polyurethane Elastomer, Ian Clemitson, CRC Press, 2008, trang 90 - 94
(vtp-vlab-caosuviet)